











Сделать заказ в Онлайн-каталоге
Чтобы сварное соединение было качественным,
необходимо применять специальный инструмент или дополнительное оборудование
Концы полиэтиленовых труб должны быть сухими, чистыми и иметь ровный перпендикулярный срез. Отрезание трубы производится труборезами или ножницами (d20–d160 мм), гильотиной (d225–d315 мм), электрической дисковой пилой (d160–355 мм), цепная электрическая дисковая пила (d400–более).
! К данной подготовительной операции необходимо отнестись очень внимательно, т.к. сварка труб с чрезмерным скосом может привести к смещению и замыканию витков спирали и попаданию расплавленного материала между торцами труб. В таком случае есть вероятность того, что не будет создано сварочное давление, и это отразится на качестве сварочного шва.
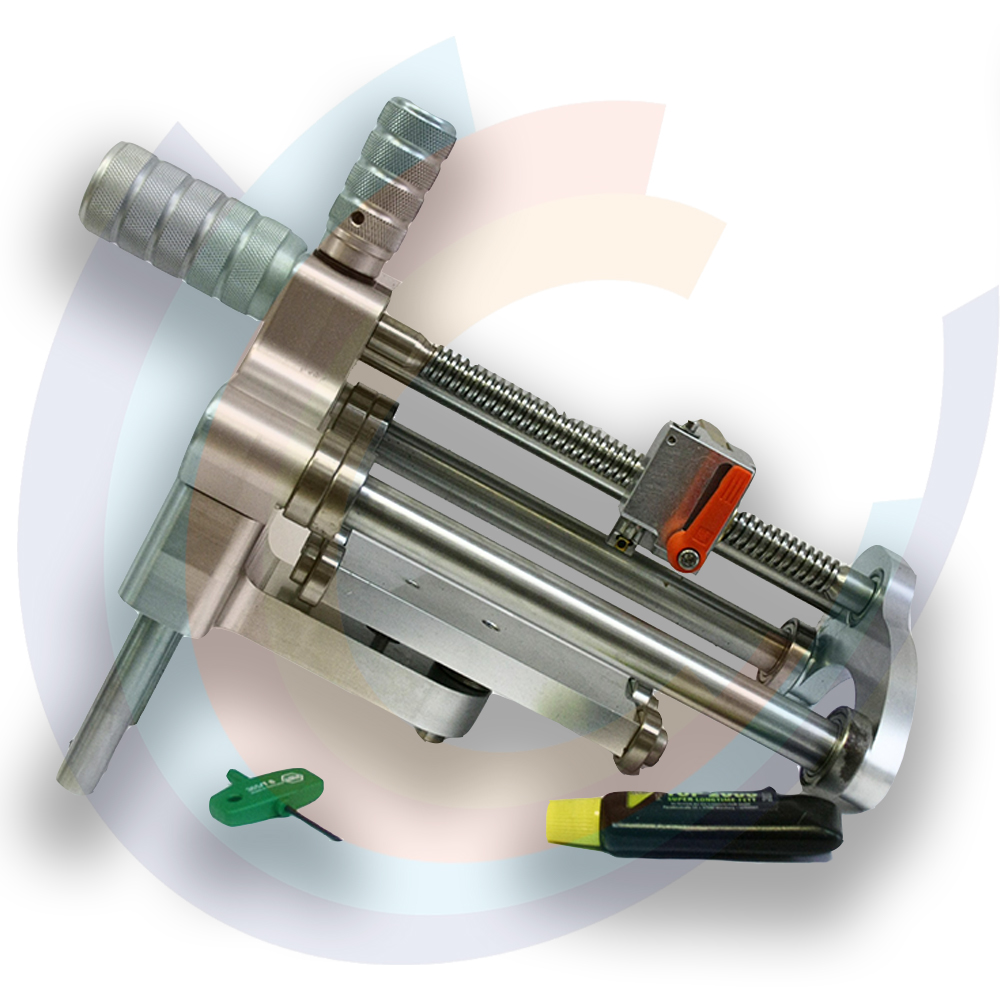
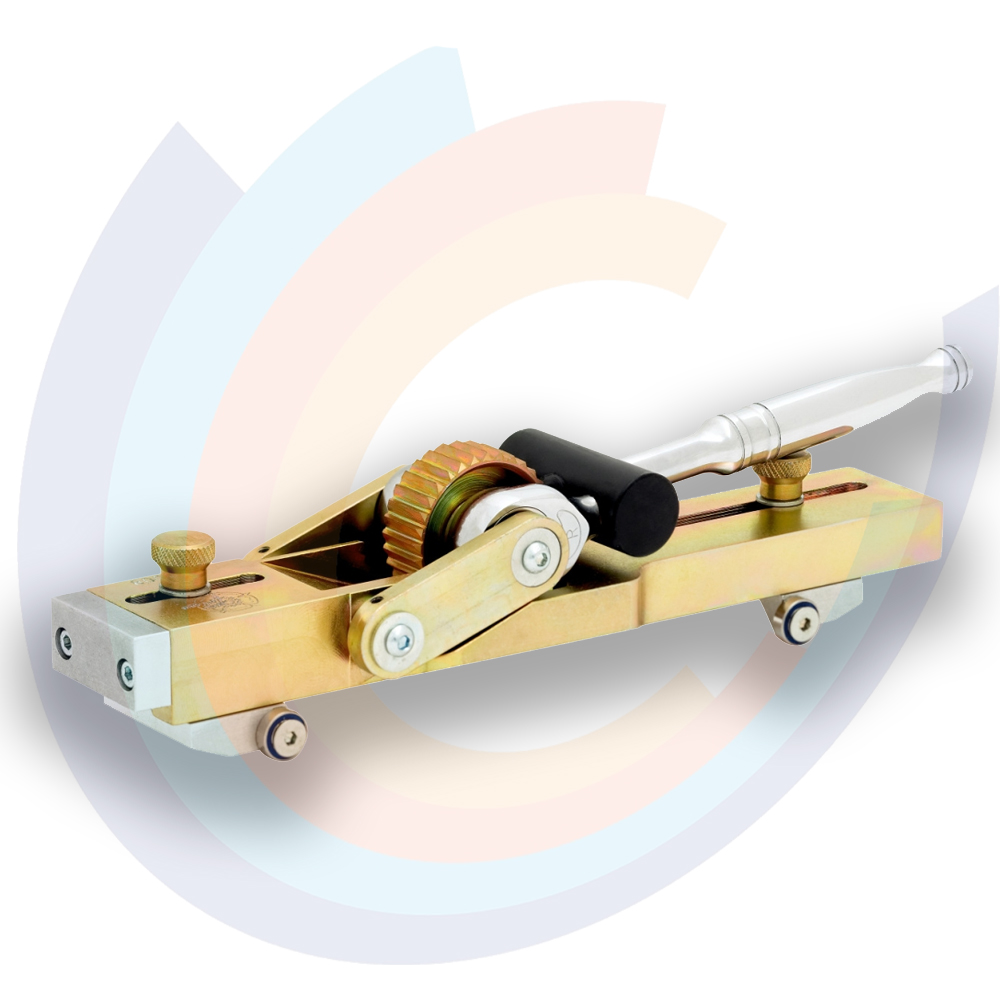
После очистки и резки труб проводится их механическая обработка (зачистка). Цель этой зачистки – удаление наружного слоя с загрязнениями и оксидной пленки. Для этой работы применяются механические зачистные устройства – устройство для снятия оксидного слоя.
! Не снятие оксидного слоя оказывает отрицательное воздействие на качество сварного соединения и приводит к непровару.
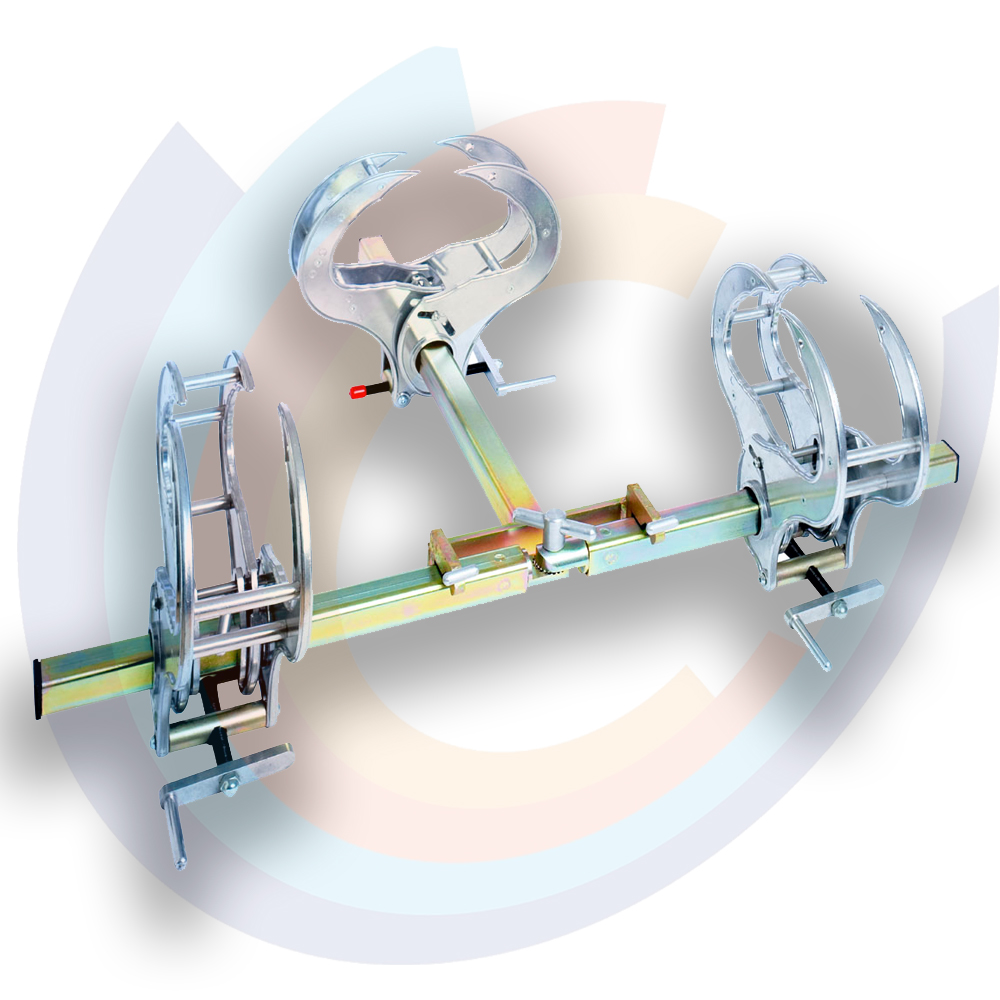
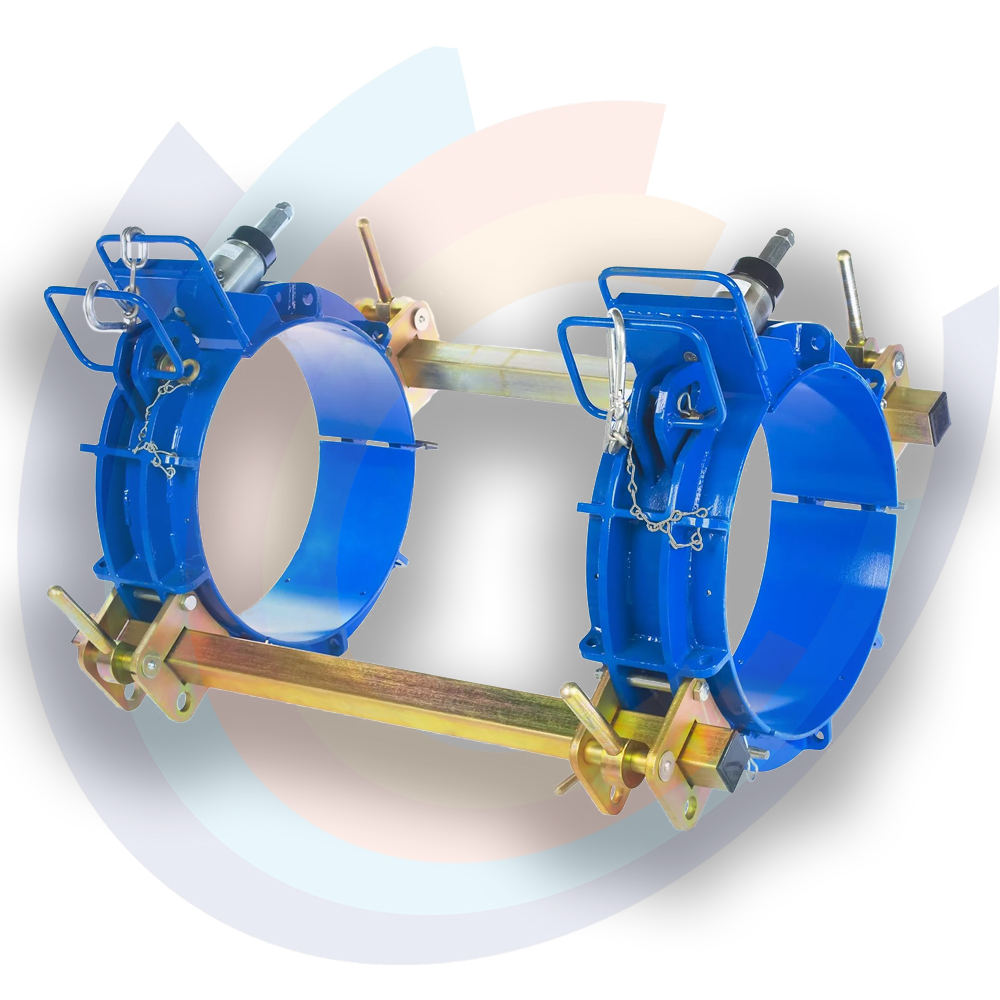
Для защиты от случайного проскальзывания во время сварки и охлаждения трубы фиксируют в зажимах позиционера. Позиционер предотвращает провисание трубы, обеспечивает необходимую соосность свариваемых труб и электрофитинга в процессе сварки во избежание непровара. Позиционер также предотвращает воздействие изгибающих сил на концы труб, входящие в зону сварки электрофитинга. В зависимости от механизма фиксации труб позиционеры делятся на два вида: ремешковые позиционеры; позиционеры с функцией удаления овальности трубы.
! Закрепление труб в позиционере является обязательным условием сварочного процесса.
Возможные проблемы и решения при сварке ПНД труб
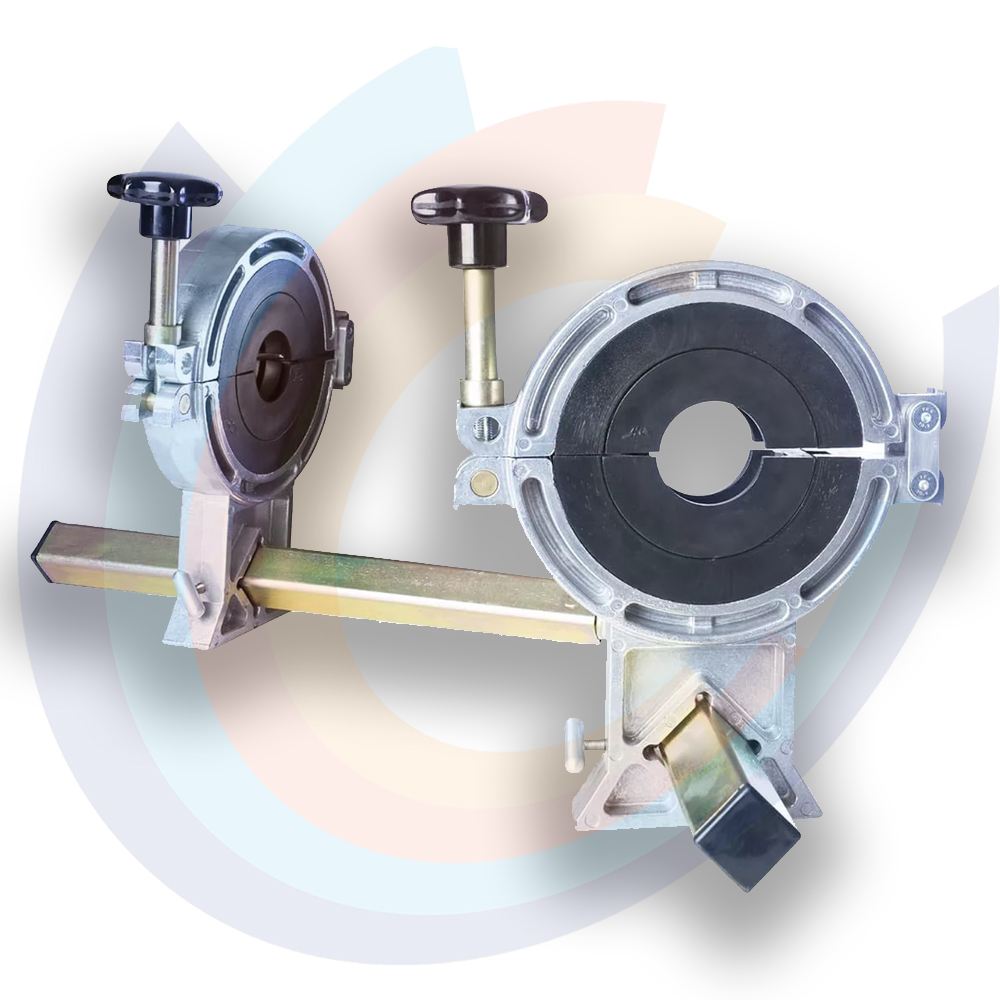
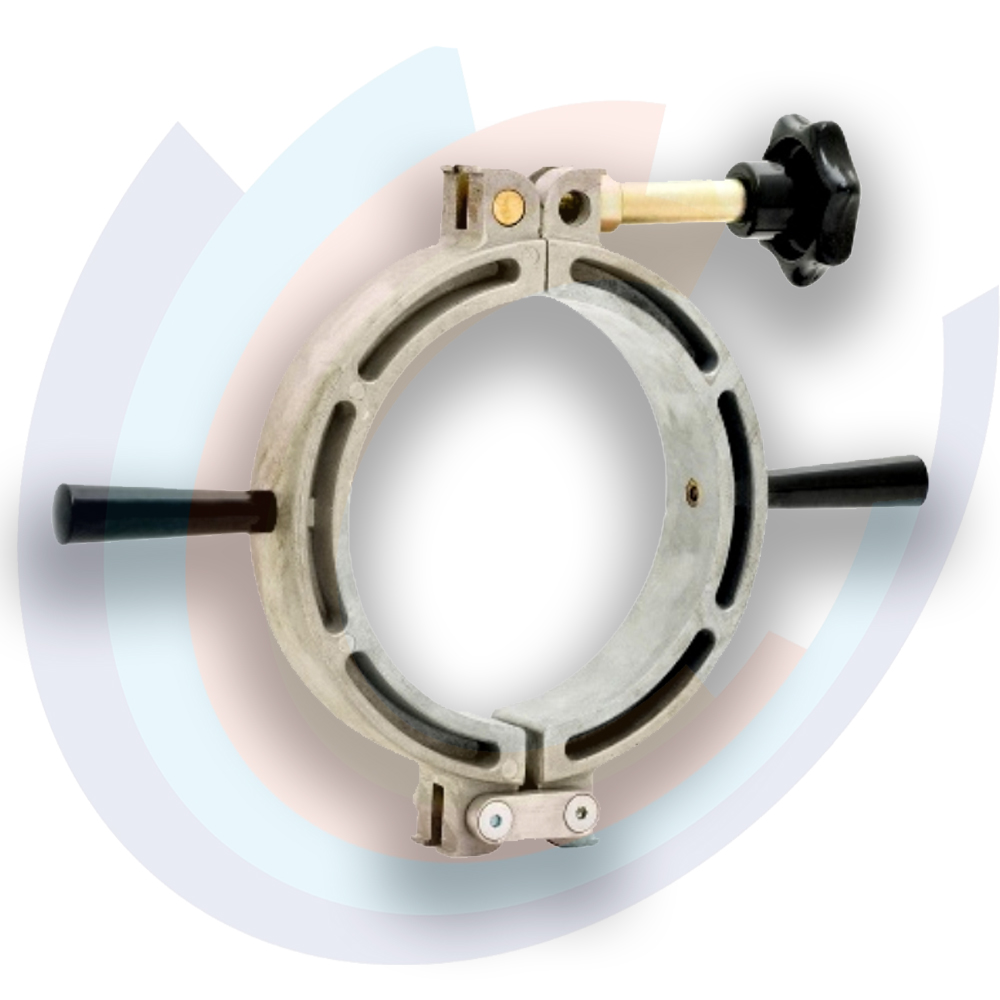
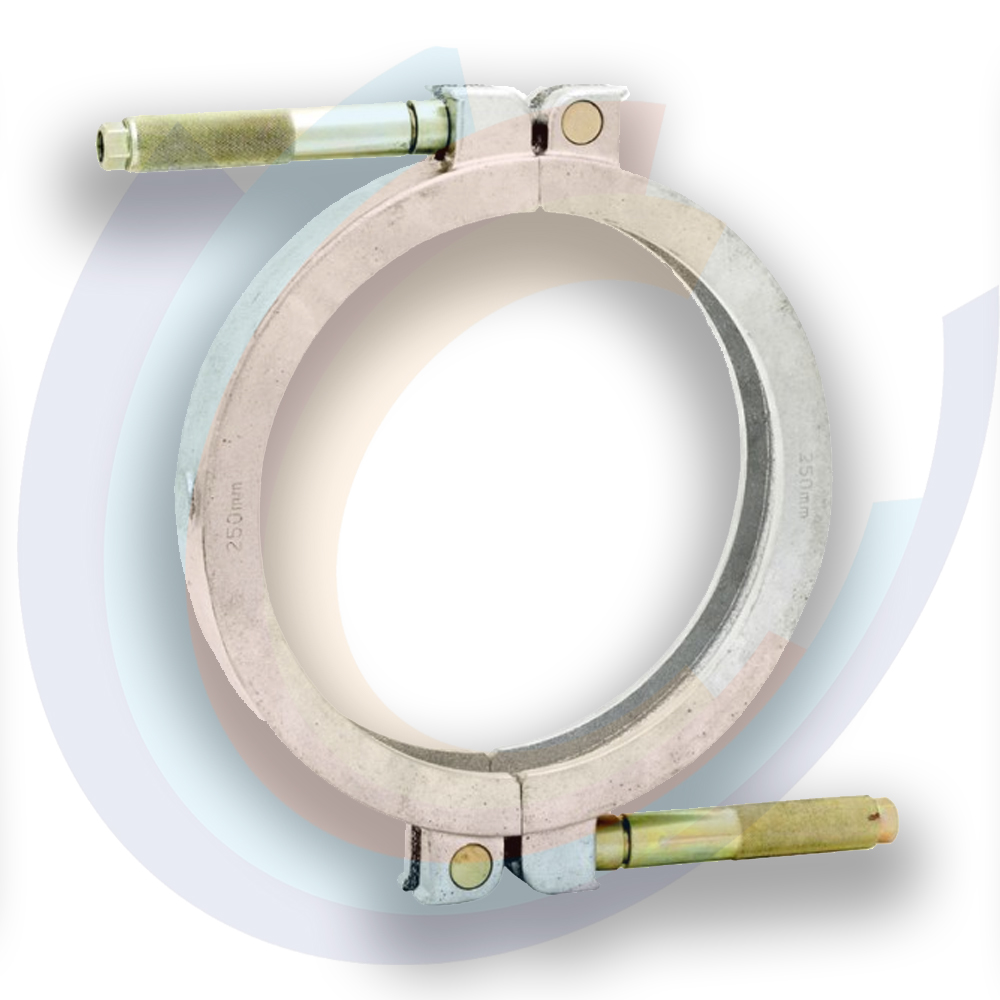
Если при монтаже используется овальная труба, то между трубой и фитингом образуется зазор, который может негативно сказаться на качестве сварке. Для удаления овальности ПЭ труб применяют скругляющие накладки: механические с ручным зажимом (d63–400 мм), с гидравлическим приводом (d400–1200 мм).
! Овальность появляется вследствие длительного хранения труб или при поставке их в бухтах.
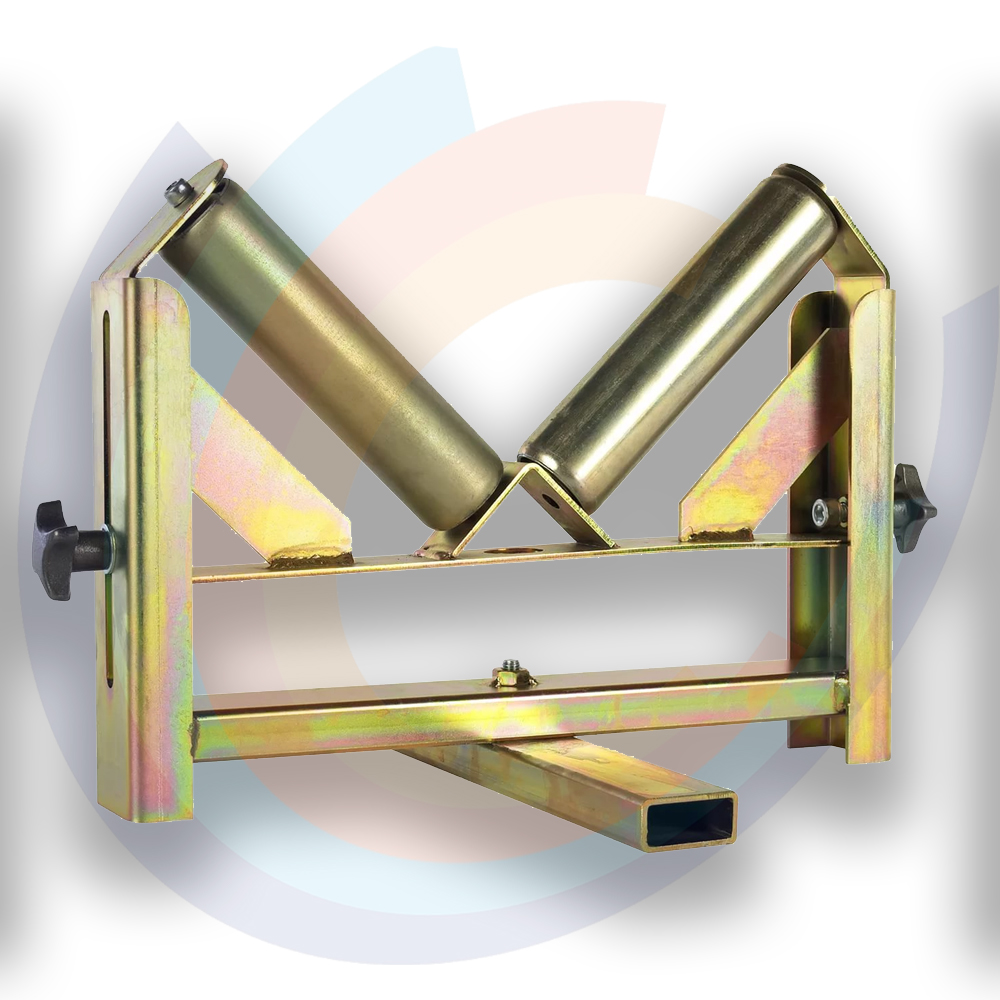
Для поддержания труб в горизонтальном положении и для их центровки с фитингом во время сварки предназначены роликовые опоры.
Обязательной процедурой в регламенте по подготовке труб перед электромуфтовой сваркой является обезжиривание наружных поверхностей свариваемых ПЭ труб. Для протирки необходимо применять не ворсистые салфетки, пропитанные техническим спиртом или специальные спиртосодержащие салфетки – салфетки для обезжиривания.
Каждое сварочное соединение на полиэтиленовом трубопроводе должно быть промаркировано. Маркировку производят карандашом-маркером яркого цвета – маркер для ПЭ труб.
Соблюдение данного регламента по подготовке и сварке ПЭ труб гарантирует, что сваренный трубопровод будет служить надежно и долго, и не приведет к серьезным авариям, которые дискредитируют полимерные трубы.
Дополнительные приспособления для сварки и монтажа в наличии:
-
 Салфетки для обезжиривания труб ПЭ (ПНД), 150 шт.2 329 ₽
Салфетки для обезжиривания труб ПЭ (ПНД), 150 шт.2 329 ₽ -
 Смазка-лубрикант для монтажа полимерных труб (ведро 5 кг)2 840 ₽
Смазка-лубрикант для монтажа полимерных труб (ведро 5 кг)2 840 ₽ -
Смазка-лубрикант для монтажа полимерных труб (ведро 10 кг)4 752 ₽
-
 Маркер для ПЭ труб640 ₽
Маркер для ПЭ труб640 ₽ -
 Маркер для разметки ПЭ труб940 ₽
Маркер для разметки ПЭ труб940 ₽ -
 Ручной скребок для снятия оксидного слоя перед электромуфтовой сваркой (пр-ва Англия)2 700 ₽
Ручной скребок для снятия оксидного слоя перед электромуфтовой сваркой (пр-ва Англия)2 700 ₽ -
 Ручной скребок (эконом) для снятия оксидного слоя перед электромуфтовой сваркой1 300 ₽
Ручной скребок (эконом) для снятия оксидного слоя перед электромуфтовой сваркой1 300 ₽ -
 Гратосниматель 75-400 мм37 600 ₽
Гратосниматель 75-400 мм37 600 ₽ -
 Передавливатель для ПЭ труб 20-63 мм, механический30 450 ₽
Передавливатель для ПЭ труб 20-63 мм, механический30 450 ₽ -
 Передавливатель для ПЭ труб до 110 мм, гидравлический77 700 ₽
Передавливатель для ПЭ труб до 110 мм, гидравлический77 700 ₽ -
 Передавливатель для ПЭ труб до 110 мм, механический54 075 ₽
Передавливатель для ПЭ труб до 110 мм, механический54 075 ₽ -
 Передавливатель для ПЭ труб до 160 мм, гидравлический109 725 ₽
Передавливатель для ПЭ труб до 160 мм, гидравлический109 725 ₽ -
 Передавливатель для ПЭ труб до 225 мм, гидравлический124 425 ₽
Передавливатель для ПЭ труб до 225 мм, гидравлический124 425 ₽ -
 Передавливатель для ПЭ труб до 63 мм, механический46 200 ₽
Передавливатель для ПЭ труб до 63 мм, механический46 200 ₽ -
 Ножницы для резки пластиковых (ПЭ, ПП) труб d16-63 мм2 720 ₽
Ножницы для резки пластиковых (ПЭ, ПП) труб d16-63 мм2 720 ₽ -
 Устройство для снятия оксидного слоя для труб Ø 32-160мм49 829 ₽
Устройство для снятия оксидного слоя для труб Ø 32-160мм49 829 ₽ -
Устройство для снятия оксидного слоя для труб Ø 63-250ммЦена по запросу
-
Устройство для снятия оксидного слоя для труб Ø 63-400мм59 627 ₽
-
Устройство для снятия оксидного слоя для труб Ø 110-500мм79 477 ₽
-
Устройство для снятия оксидного слоя для труб Ø 450-800мм82 950 ₽
- Муфты электросварные Radius
- Отводы 45° электросварные Radius
- Отводы 90° электросварные Radius
- Седелки электросварные Radius
- Тройники электросварные Radius
- Переходы редукционные (редукция) электросварные Radius
- Сварочные аппараты для электромуфтовой сварки
- Вспомогательный инструмент (дополнительное оборудование)
- Универсальный переходник ПЭ-латунь
- Втулки и фланцы
Сделать заказ и купить вспомогательный инструмент по выгодным ценам,
а также получить консультацию Вы можете по телефону +7 (495) 783-76-54, e-mail info@radius-rus.ru